一、 散热器为什么要进行涂装前处理?
答:散热器已经成为“三北”甚至南方部分地区家居、办公及部分工厂生产车间必不可少的组成部分,对她的提供热能的功能,人们自然是非常熟悉了,但这只是她的主要的使用功能,同时她还具有装饰和美化环境的功能。散热器的外表面必须进行涂装,比如传统的铸铁散热器喷银粉漆,新型散热器喷粉末涂料,这等于是给散热器穿上一层“衣裳”,这层“衣裳”除了把散热器打扮靓丽以达到更好地美化环境的作用以外,还能抵御空气中的水份、氧气以及其它腐蚀介质的侵蚀,防止散热器本体受到影响。与传统铸铁散热器不同的地方是,大部分新型散热器还须在内腔灌装内防腐涂料,从而在锅炉循环水和散热器内腔体之间竖起一道防腐屏障,以大大提高散热器的使用寿命。前述喷银粉漆、喷粉末涂料、内防腐灌装等都属于涂装的范畴,为了达到更好的涂装效果,则必须对散热器毛坯进行涂装前处理,采用物理、化学或电化学的方法,把附着在散热器表面和内腔的各种油污、锈皮、水份、尘埃等异物清除掉,并改善其性能,以满足粉末喷涂、阴极电泳底漆涂装和内防腐涂料灌装对基材的要求。


仅仅把散热器表面的异物清楚干净还不够,因为这样只是为涂装提供了清洁表面而已,还不足以保证得到良好的涂膜。要大大提高涂盐膜的附着力和耐蚀性,需要经过磷化处理,使散热器内外表面生成一层难溶性的磷酸盐膜层,从而为涂膜提供良好基底,实验表明,经过磷化处理的工件的耐蚀性一般是未经磷化的工件的耐蚀性的4-5倍。归纳起来,磷化的作用主要体现在两方面,第一:工序间防锈,防止脱脂、除锈干净的工件在涂装之前返锈;第二:提高涂层的附着力和耐蚀性,而这是最关键的。
二、 散热器涂装前处理主要有哪些方式?
答:最主要有两种处理方式即物理机械法和化学法。早期的铸铁散热器基本均是采用喷砂或抛丸处理,这是典型的物理机械法,最近有少数新型散热器厂家采用抛丸处理,部分业内人士认为这是新工艺,其实是误传,在此我把喷砂和抛丸的基本情况给大家做一介绍。
喷砂、抛丸处理是采用压缩空气或高压水流等作为动力,将砂子或钢丸向工件表面喷射以除掉工件表面的异物,获得粗糙表面从而有利于涂装的方法。喷射砂子的处理方式叫做喷砂,可采用河沙、石英砂等;喷射钢丸的处理方式叫做喷丸,可采用钢丸、金属碎块等做为喷料。
化学处理法即是通过浸泡、喷淋或擦拭的方法让脱脂剂、除锈剂、磷化剂等化学药剂与金属工件发生化学反应,从而去除工件表面的异物并产生合适的化学转化膜以提供适合涂装的良好基底。
喷砂、抛丸处理效率比较高,操作简单,表面粗糙度适宜,涂膜的附着力较好,但是也有以下缺陷:①对于外型较复杂的工件,有些地方无法处理或处理不净;②对薄板工件不太适用,因为喷射压力太大,易变形;③对需要处理内腔的表面不适用;④工件表面容易残留杂质,带来涂装隐患;⑤粉尘污染大,即危害环境又影响操作者身体健康。而化学处理法则具有不会使工件变形,工件各个部分都能处理到,使用成本低廉等优点,缺点是有一定污染,但可以通过污水处理和劳动保护来保证环境和工人身体不受影响。如果要对新型散热器进行喷砂或抛丸处理的话,首先只能处理外表面,内腔无法处理从而不能涂装内防腐涂料,要想保证散热器的使用寿命只能通过增加管壁厚来解决,无疑这会导致成本的大幅上升;其次,有些单位因为设备所限,压缩空气本身含油率高,造成经喷砂或抛丸处理后的散热器表面还有残留油污等杂质,必须要再经过化学处理才能除去,否则会影响涂膜质量,实际生产中,我们有一些客户就是先喷砂或抛丸处理然后再进行化学处理的,造成不应有的浪费。所以,鉴于以上原因,目前各行业进行涂装前处理时,除了厚、重、大的工件不宜用化学处理方式处理而采用喷砂或抛丸处理外,大部分均采用化学处理,新型散热器也不例外,目前至少有95%以上的厂家采用化学处理法,预计今后很长一段时间内这一格局也不会改变。
三、 钢制散热器涂装前处理的主要工艺?
答:自新型散热器面世以来,钢制散热器的涂装前处理工艺经历了由简单到规范的过程,大体上可以分为以下四个阶段:
第一阶段:早期的钢制散热器的涂装前处理工艺只有三个工序:
除油除锈二合一→水洗→磷化
这一工艺比较简单,也比较容易控制,且设备投入和生产维护成本比较低,但是运行一段时间之后就有问题了,这一个问题也是跟散热器本身的结构有关。散热器外面是要喷塑,而内腔要涂内防腐,这就要求磷化膜跟内防腐涂料和塑粉都要有很好的配套性,但是彩膜的晶相结构比较特别,呈非晶相平面分布,满足不了要求,特别是与内防腐涂料的结合力不太好。如今这样的工艺已经基本被淘汰了。
第二阶段:一方面铁系彩膜磷化与内防腐涂料的配套性欠佳,而且彩膜的耐蚀性本身不是很好,早期散热器厂家产量不大,有时生产间隙稍长,经过磷化的工件在等待喷涂的过程中容易重新长锈;另一方面已经有消费者和经销商提出希望采用锌系灰膜磷化,于是锌系磷化就应运而生了,前处理从三步工艺变成了五步工艺:
除油除锈二合一→水洗→表调→磷化→水洗
锌系灰膜磷化一般情况下需要在磷化前后加上表调和水洗工序,这样才能保证得到结晶细密、均匀的磷化膜。锌系磷化膜的基本成分是Zn2Te(PO4)2•4H2O和Zn3(PO4)2•4H2O,其结晶多呈树枝状或针状,孔隙较多,与塑粉和内防腐涂料的配套性俱佳。
第三阶段:随着散热器加工的工艺和手段越来越多样化,工件表面的油污越来越复杂,原来的除油除锈二合一对有一些油就奈何不了,所以就把脱脂和除锈分开,变成了七步工艺。
脱脂→水洗→除锈→水洗→表调→磷化→水洗
第四阶段:解决了除油和磷化膜的问题后,又发现磷化液比其他的行业老化得快,而且夹缝和丝口处的磷化膜易返锈,这主要跟散热器内部结构有关系,因为散热器内腔的残液很难控净,控不净就会带到后面的槽子里面去,残酸会带到表调槽和磷化槽里面 ,影响表调和磷化液的使用寿命,并且影响磷化膜的耐蚀性。为了应对这一个情况,主流厂家主要采取了两个措施:①调整磷化液配方以适应散热器的特殊结构。磷化液生产厂家在生产磷化液时添加锰、镍等作为改性剂,加入锰离子可以提高磷化反应速度,降低磷化膜厚度,提高夹缝处的耐蚀性,提高磷化膜的抗碱性能,增强涂膜附着力;加入镍离子可以细化磷化膜结晶,提高磷化膜耐蚀性,这种磷化液就是大家俗称的锌锰镍三元体系磷化液;②完善前处理工艺,在除锈后面加中和及水洗,用碱性的中和液把残酸中和掉。这样就变成了九步工艺:
脱脂→水洗→除锈→水洗→中和→水洗→表调→磷化→水洗
这种工艺在散热器行业里面,包括在其他的需要喷涂的行业都是比较规范和完整的,我们推荐大家采用这种工艺。
四、 为什么磷化处理能提高涂膜的附着力?
答:这是由磷化膜的结构决定的。首先,磷化膜是通过化学反应在金属基体上生成,它与金属基体已成为一个整体而且结合强固;其次,磷化膜具有多孔性,能够更充分地吸附涂料,使涂料渗透到磷化膜的孔隙之中,涂料与磷化膜进行物理咬合,产生强大的剪刀力。通俗地讲,如果把涂膜直接覆盖在工件表面上,这是单纯的物理作用;而把涂膜覆盖在经磷化处理后的工件上,就把单纯的物理作用变成了化学作用—物理作用,涂膜附着力自然大大提高了。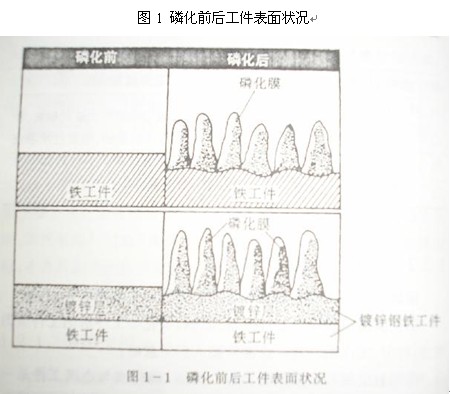
五、 为什么磷化处理能提高涂膜的耐蚀性?
答:磷化膜是一层非金属的不导电隔离层,能使在工件—涂膜界面的工件表面从优良导体转为不良导体,抑制工件表面腐蚀微电池的形成,进而有效阻止涂膜的腐蚀。未经磷化的工件表面容易发生微电池腐蚀,加上金属是优良导体,涂膜与金属工件之间的毛细管现象能把涂膜下面的电解质吸出来,使腐蚀向四周扩展,最终导致涂膜起泡、剥落。而经过磷化的工件表面,由于被不导电的磷化膜所隔离,可以防止电解质的横向发展,有效抑制膜下的丝状腐蚀及涂膜损坏处腐蚀的扩展。
六、 用汽油等溶剂擦拭散热器外表面后喷涂的附着力也挺好,为什么还要上工艺复杂 的前处理?
答:有些小型散热器生产厂,采用汽油等稀料或一般的清洗剂对散热器表面进行简单擦拭后喷涂,检测附着力合格,据此认为自己的这种处理方法既简单经济又能保证质量,所以没有必要上规范的前处理工艺,这是绝对错误的。实际上,附着力短期内达标并不表明散热器涂装质量就一定合格,真正合格的产品应该是附着力长期达标,前述处理方法得到的涂膜过不了多久就会逐渐显现出缺陷,因为在金属基体和涂层的界面上缺少不导电的磷化膜层或铬化膜层,此界面处的金属基体仍是优良导体,如果有一处涂装隐患,极易在腐蚀微电池的作用下蔓延开来,从而造成涂膜起泡或剥落。
七、 为什么目前市场上的散热器厂家一般都采用锌系磷化而不是铁系磷化?
答:这个问题实际上已经在第三个问题中已经回答了,现将其单列出来并予以补充,希望引起大家进一步重视。归纳起来主要有两个原因:①铁系彩膜磷化的耐蚀性不如锌系灰膜磷化;②最关键的是铁系彩膜磷化不能适应新型散热器的涂装方式,新型散热器和一般工件不一样,她一般会面临三种涂装方式:静电喷塑、阴极电泳和内防腐涂料浸涂,因此要求磷化膜致密均匀、耐碱性强或拥有合适的晶相结构,锌系磷化膜的结晶一般都是树枝状或针状结构(见图2),与塑粉、电泳底漆、内防腐涂料的配套性优异,而铁系磷化膜的结晶则是不规则的点状蚀坑(见图3)。


早期的散热器生产厂由于缺乏经验,最开始大都选择了铁系磷化,后来基本上都花了不小代价,停产,增加设备,换药剂,用锌系磷化取代了铁系磷化。可据笔者调查,目前仍有少数厂家继续采用铁系磷化,甚至有些新建厂为节省投资也想采用铁系磷化,重复前人走过的弯路,此乃不明智的因小失大之举。
八、 散热器涂装作业要特别注意哪三道关键工序?
答:应特别注意涂装前处理、涂布、干燥三道关键工序。涂装前处理的作业内容前面已经详细叙述,不再重复了;涂布顾名思义就是把涂料涂覆到工件表面的过程,比如静电喷塑、阴极电泳、灌装内防腐涂料;干燥包括烘干磷化膜或铝件铬化膜的水份、烘烤内防腐涂料和粉末涂料使其固化成膜。应该说整个涂装是个系统工程,每一个环节均需处理好才能得到优质的涂膜,但从涂装实践来看,涂装前处理是关键工序中的基础工序,它对整个涂膜质量、涂膜使用寿命均有着重要影响,采用同样的涂料,而仅仅是涂装前处理方法不同,其涂装之后涂膜的耐蚀性效果可能会差数倍之多。涂料的性能越好,对涂装前处理质量好坏程度也越敏感,涂装前处理质量低劣或未进行涂装前处理的工件,即使涂装再高级的涂料,也只能是浪费。
九、 磷化与脱脂、除锈有什么关系?
答:磷化是中心环节,脱脂和除锈是磷化之前的准备工序,因此在生产过程中,既要磷把化工作作为重点,又要从磷化质量的要求出发,抓好脱脂和除锈工作。
优质的磷化膜只有在油污去除彻底的工件表面才能生成,油污残留在工件表面,不仅会严重阻碍磷化膜的生长,而且还会影响涂膜的附着力、干燥性能、装饰性能和耐蚀性能。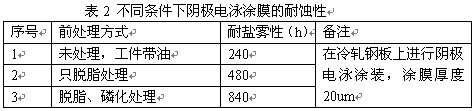
磷化膜的晶粒是在工件表面形成的,晶粒反应点越多,膜层结晶越细越致密。反之,晶粒点越少,晶粒之间的相互作用越小,得到的膜层越粗大、越稀松。
磷化膜是不能在锈层和氧化皮上生长的,所以在磷化前必须彻底除锈。除锈时间对磷化影响也不容忽视,强酸除锈时间过长,工件表面会出现过腐蚀,工件表面粗糙,磷化膜结晶粗大多孔;强酸除锈时间过短,工件表面活化不够,同样会使磷化膜结晶粗大。因此,控制除锈的时间,对于获得密集活化点,形成致密的磷化膜有着重要的作用。
十、 为什么说涂装前处理具有隐藏性、滞后性和不可逆性?
答:相对于涂装前处理以外的其它工序而言,涂装前处理具有如下主要特征:
①隐藏性:当工件喷涂以后涂装前处理的工作成果就看不见摸不着了,只有等出现问题后才会想到它。就好象建楼房,如果地基不处理好,最后楼房就会出现沉降、开裂等现象,出现这些现象后,再要想去重做地基,那就太麻烦了。
②滞后性:由于涂装前处理引起的涂装质量缺陷一般要经过一定周期后才能暴露出来,但暴露出来的问题多半就是大问题。
③不可逆性:喷涂环节引起的质量缺陷容易在下线入库前被发现,一般经过局部处理后补喷即可;而由于涂装前处理引起的涂装质量缺陷过一定周期才暴露出来后,往往需要整体脱塑后再重新喷涂,局部缺陷不能修复,往往要以整体修复为代价。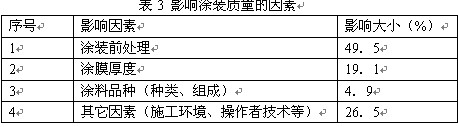
某研究所专门对影响涂装质量的因素进行了统计分析,结果发现涂装前处理占各种因素的首位。因此,我们应高度重视涂装前处理,以免散热器成品出现涂膜缩孔、起泡、开裂、剥落、生锈以及内防腐失效等缺陷,给消费者带来不必要的损失,同时也给自己的品牌带来负面影响。
本文来自:https://www.3171688.com/news/1/368.html